

Siempre que se da la ocasión, en este blog volvemos a una de nuestras tecnologías predilectas: el láser. Esta tecnología ha demostrado ser una herramienta tremendamente fiable, precisa y versátil, especialmente cuando hablamos de corte industrial de materiales. Puede que suene futurista (y lo es), pero sobre todo funciona muy bien, cuando se aplica con criterio técnico.
Casi todos nos hemos imaginado alguna vez; que el láser es un rayo de ciencia ficción capaz de cortar cualquier cosa en segundos. En la práctica industrial, no es tan así, pero no menos fascinante: cortes limpios, tolerancias ajustadas y procesos productivos que ganan en velocidad y control. Sin embargo, no todas las mesas de corte láser funcionan igual para todos los materiales. La elección del sistema depende tanto del tipo de material como de sus propiedades térmicas y ópticas.
En base a todo ello, hemos preparado esta guía para ofrecer una visión técnica y aplicada sobre cómo elegir un cortador láser según el material a cortar, analizando los parámetros de potencia, tipo de láser, gas asistente y sistemas de control que garantizan la eficiencia. Además, analizaremos la realidad industrial chilena y el papel clave del soporte técnico local que ofrece QLTEK Chile, el representante oficial de soluciones láser inteligentes en el país.
¿Por qué el material determina el tipo de mesa de corte láser?
Seleccionar el tipo de máquinas de corte láser adecuada para cada caso, no es únicamente cuestión de potencia bruta, sino de adaptación precisa al material. Cada familia de materiales impone condiciones diferentes en cuanto a potencia, óptica, gas asistente y rigidez estructural del equipo. De ahí que un mismo láser no sirva para todo.
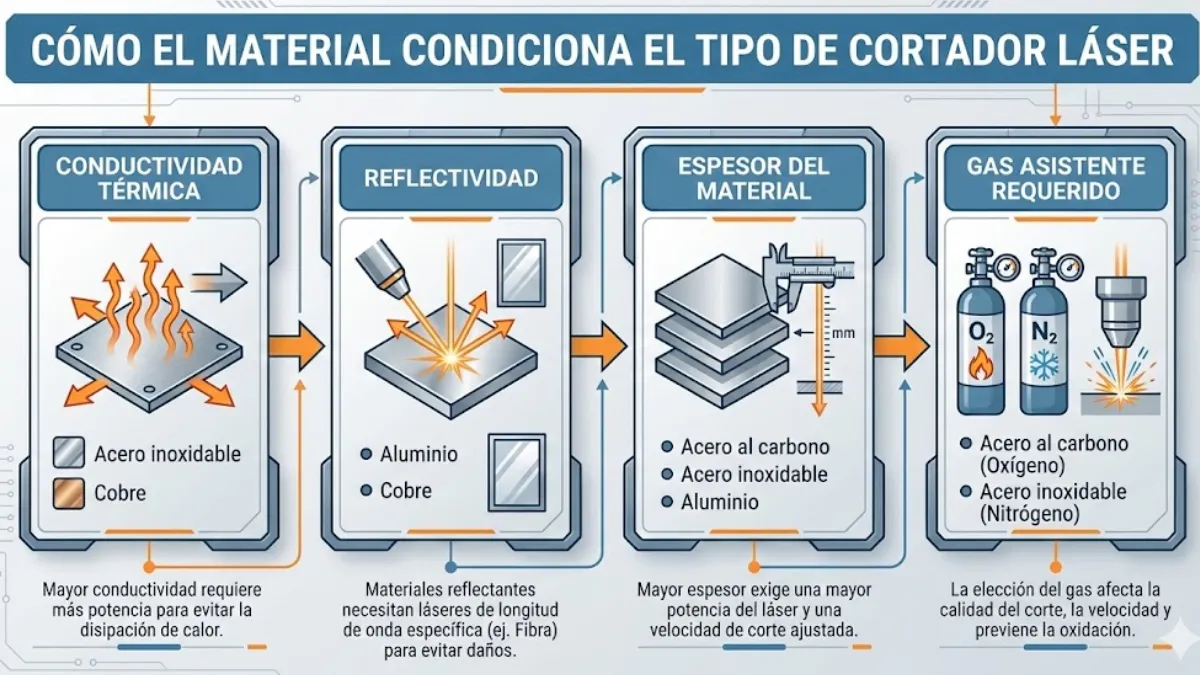
1. Dureza y conductividad térmica: impacto directo en la potencia
La dureza y la conductividad térmica influyen en la potencia necesaria. Los aceros de alta resistencia o los materiales de baja conductividad térmica (como el acero inoxidable) requieren potencias más altas para mantener la velocidad de corte sin deformaciones térmicas.
En cambio, materiales muy conductivos, como el cobre o el aluminio, disipan el calor rápidamente, obligando a usar fuentes láser más potentes (Leapion, 2024).
2. Reflectividad (aluminio, cobre, latón): gestión del haz reflejado
Metales reflectivos pueden devolver hasta el 90 % del haz, lo que supone un riesgo para el resonador. Para evitar daños, las cortadoras láser de fibra modernas integran ópticas anti-reflectivas y sensores de retroreflexión que ajustan dinámicamente el enfoque (EVS Metal, 2025).
Este tipo de tecnología se ha convertido en estándar en los equipos industriales de gama alta.
3. Espesor vs velocidad de corte
Cuanto mayor sea el espesor, menor será la velocidad posible. Por ejemplo, cortar planchas finas de 3 mm con una máquina de corte láser de fibra de 6 kW permite alcanzar 25–30 m/min, mientras que planchas de 20 mm reducen esa velocidad en más del 50 %. Aquí entran en juego tanto la potencia como la estabilidad estructural de la mesa.
4. Gas asistente por material: oxígeno, nitrógeno o aire
El gas asistente no solo expulsa el material fundido, sino que también influye en la calidad del borde.
- Oxígeno (O₂): acelera el corte en aceros al carbono, aunque produce una ligera oxidación
- Nitrógeno (N₂): genera cortes limpios y brillantes, ideal para acero inoxidable y aluminio
- Aire comprimido: alternativa económica para chapas delgadas, con menor calidad final.
Parámetros fundamentales que se debe analizar antes de elegir
Para saber cómo elegir un cortador láser según el material a cortar, conviene revisar los parámetros que determinan la productividad y la calidad de corte.
1. Potencia del láser por material y espesor
| Material | Potencia láser recomendada | Espesor típico de trabajo | Velocidad de corte |
|---|---|---|---|
| Acero carbono | 3 – 6 kW | 1 – 20 mm | Media – alta |
| Acero inoxidable | 4 – 8 kW | 1 – 25 mm | Alta |
| Aluminio | 6 – 12 kW | 2 – 30 mm | Media |
| Cobre / Latón | 8 – 15 kW | 2 – 20 mm | Media – baja |
(ADH Machine Tool, 2025)
En general, cuanto mayor sea la reflectividad y conductividad térmica, más potencia se requerirá para mantener una velocidad de corte constante y una zona afectada por el calor reducida.
2. Tipo de láser: fibra frente a CO₂
El láser de fibra se ha convertido en la opción preferida para el corte de metales, debido a su eficiencia energética (hasta un 50 % menor consumo frente al CO₂) y su versatilidad.
Ventajas del láser de fibra:
- Alta densidad de energía, perfecta para acero, inox, aluminio y cobre
- Menor mantenimiento y mayor vida útil del resonador
- Velocidades de corte hasta cinco veces mayores.
Dónde sigue teniendo sentido el CO₂:
- Procesado de materiales no metálicos: plásticos técnicos, acrílicos o madera
- Operaciones con espesores muy altos donde la longitud de onda del CO₂ penetra mejor.
3. Control y automatización: CNC con compensación térmica
La precisión no depende solo del haz. Los sistemas CNC con compensación térmica ajustan automáticamente el posicionamiento cuando varía la temperatura ambiente, manteniendo tolerancias inferiores a 0,01 mm. La integración con sistemas ERP y de producción automatizada es fundamental para plantas que buscan trazabilidad y repetitividad.
En el contexto chileno, esta automatización se traduce en menos paradas, mejor control de costes y continuidad operativa en entornos exigentes como la minería o la metalmecánica.
Elección según el material a cortar (criterios y casos de uso)

Esta es la parte práctica de la guía. A continuación, veremos los criterios técnicos y recomendaciones por material.
1. Corte de acero carbono
El acero al carbono es el más común en aplicaciones estructurales y mecánicas.
Aspectos a evaluar:
- Potencia recomendada: 3–6 kW
- Gas asistente: O₂ para cortes rápidos, N₂ para bordes limpios
- Velocidad estimada: 15–20 m/min en chapas de 5 mm.
Aplicaciones habituales:
- Talleres metalmecánicos
- Fabricación de estructuras soldadas
- Producción seriada con alta repetitividad.
Soluciones recomendadas: las mesas de corte láser de QLTEK ofrecen potencia escalable, compatibilidad con gases y asesoría técnica personalizada para espesores específicos.
2. Corte de acero inoxidable
El inoxidable requiere un control térmico más cuidadoso para evitar oxidación y cambios de color.
Qué revisar:
- Uso de N₂ como gas asistente
- Control preciso del enfoque y velocidad para evitar sobrecalentamiento
- Potencia óptima entre 4–8 kW.
Casos de uso típicos:
- Componentes sanitarios y de procesamiento de alimentos
- Elementos decorativos o arquitectónicos de alta precisión.
3. Corte de aluminio
El aluminio presenta una elevada reflectividad, lo que complica la estabilidad del haz.
Desafíos técnicos:
- Alta reflectividad: riesgo de retroreflexión
- Requiere potencias elevadas (6–12 kW)
- Necesita ópticas con control dinámico del enfoque.
Recomendaciones prácticas:
- Utilizar láser de fibra con óptica anti-reflex
- Incorporar sensores de enfoque automático
- Emplear N₂ para evitar oxidación del borde.
QLTEK Chile suministra sistemas calibrados para aluminio, con programas de formación técnica sobre parámetros de potencia y enfoque dinámico.
4. Corte de cobre y latón
Estos materiales son aún más reflectivos que el aluminio, por lo que la elección de equipo es crítica.
Puntos clave:
- Potencia necesaria: 8–15 kW
- Óptica anti-reflectiva obligatoria
- Ajuste fino de presión y caudal de N₂.
Aplicaciones:
- Componentes eléctricos y de precisión
- Piezas decorativas y ornamentales de alto brillo.
QLTEK Chile ofrece equipos de fibra de alta potencia con calibración específica para cobre y latón, además de entrenamiento en seguridad óptica.
5. Materiales no metálicos (opcional)
Aunque no son el foco principal, conviene mencionarlos.
Ejemplos:
- Acrílicos
- Plásticos técnicos
- Composites.
Requisitos técnicos:
- Mejor procesados con láser CO₂ o sistemas híbridos.
- Uso de aire como gas asistente.
- Potencias variables según densidad del material.
Comparativa rápida por material (tabla práctica)
Configuración recomendada de corte láser según material
Parámetros orientativos para seleccionar potencia, tipo de láser y gas asistente en laser cut industriales.
| Material | Potencia recomendada | Tipo de láser | Gas asistente | Velocidad típica |
|---|---|---|---|---|
| Acero carbono | 3 – 6 kW | Fibra | O₂ / N₂ | Media – alta |
| Acero inoxidable | 4 – 8 kW | Fibra | N₂ | Alta |
| Aluminio | 6 – 12 kW | Fibra con óptica avanzada | N₂ | Media |
| Cobre / Latón | 8 – 15 kW | Fibra alta potencia | N₂ | Media – baja |
| Plásticos / composites | Variable | CO₂ Híbrido | Aire | Variable |
(xTool, 2025; SENFENG, 2024)

Soporte técnico y configuración en Chile (lo que marca la diferencia)
En el contexto chileno, disponer de una cortadora láser de última generación no basta, hay que tener un proveedor que ofrezca el soporte local.
Aspectos críticos a considerar antes de elegir:
- Configuración inicial adaptada a los materiales que se procesan
- Formación técnica para operarios según tipo de aleación
- Ajuste fino de parámetros de corte por espesor y acabado
- Disponibilidad de repuestos originales y tiempos de respuesta rápidos.
La empresa QLTEK Chile ha comprendido las particularidades de las industrias del país (minera, metalmecánica y agrícola) y ofrece asistencia técnica presencial y remota para garantizar continuidad operativa.
¿Por qué confiar en un proveedor local?

Hablando de soporte local, no lo decimos únicamente por la proximidad, sino que es la forma más óptima de recibir soporte de inmediato.
Ventajas de un soporte cercano:
- Asesoramiento directo en la selección de equipos según materiales predominantes
- Instalación y calibración realizadas por técnicos certificados
- Servicio postventa especializado en continuidad operativa
- Cumplimiento de estándares internacionales de calidad y seguridad (ISO y CE).
Nuevamente debo hacer mención a QLTEK Chile, ya que combinan experiencia técnica y soporte 24/7, asegurando que las mesas de corte láser operen con la máxima productividad.
De la teoría a la compra informada en Chile
La elección de una máquina de corte láser adecuada empieza por entender las propiedades del material y termina asegurando un soporte técnico competente. En este recorrido, la información técnica, la comparación de parámetros y la asesoría profesional resultan esenciales.
En Chile, contar con un aliado especializado como QLTEK Chile marca bastante la diferencia. Ellos combinan tecnología de vanguardia, formación continua y atención local proporciona la tranquilidad de saber que cada corte será preciso, eficiente y rentable.
Referencias consultadas:
- ADH Machine Tool. (2025). 2025 laser cutting machine buying guide: 10 manufacturers in…. https://www.adhmt.com/laser-cutting-machine-manufacturers/
- EVS Metal. (2025). Fiber vs CO2 lasers: Strategic analysis for metal fabrication. https://evsmetal.com/2025/04/fiber-vs-co2-lasers-technology-analysis-metal-fabrication/
- Leapion. (2024). Full analysis: Fiber vs CO2 laser, which is better for you? https://www.leapion.com/full-analysis-fiber-vs-co2-laser-which-is-better-for-you.html
- Metal Interface. (2023). Oxygen or nitrogen gas for laser cutting in 6 points! https://www.metal-interface.com/articles-news/t/technical-report-laser-cutting/oxygen-or-nitrogen-gas-laser-cutting-6-points
- SENFENG. (2024). Choosing the right gases for fiber laser cutters. https://www.senfenglaser.com/knowledge/choosing-the-right-gases-for-fiber-laser-cutters/
- TechnoMark. (2025). Shining a light on laser precision: Fiber lasers vs. CO2 lasers. https://www.technomark-inc.com/laser-precision-fiber-lasers-vs-co2-lasers/
- xTool. (2025). The 2025 buyer’s guide to fiber laser cutting machines. https://www.xtool.com/blogs/buyer-guide/buyers-guide-to-fiber-laser-cutting-machines







